Tapping is one of the most commonly performed processes in the production of internal threads. Most often, the manufacturing of a thread is described as an operation that can be easily accomplished. However, errors can occur simply by selecting the wrong tap for the material to be machined. In most cases, tapping is the last step in the manufacturing process. That is why tapping operations must conducted in a process-safe manner. A tool breakage during thread milling usually destroys the entire preceding output. To meet the high demands, it is necessary to develop precision tools that are suitable for universal applications while delivering improved performance and longer tool life.
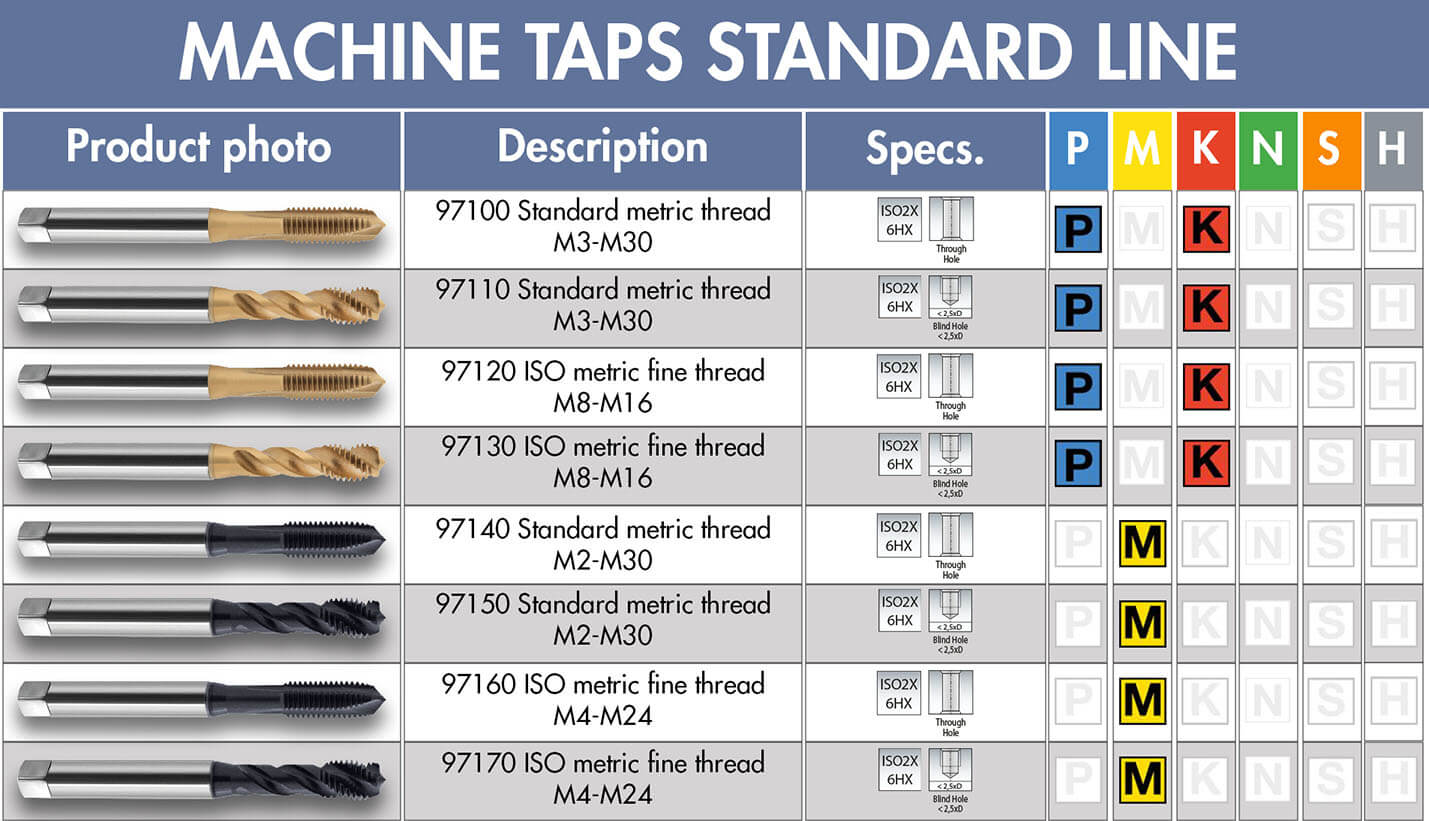
Our range of taps includes taps for the production of precise through-hole and blind hole threads. Depending on the machining operation, different types of taps are required. To fulfill the diverse requirements, we offer several types of taps, including the following:
Tap designs with and without internal coolant. Taps with internal cooling significantly improve chip evacuation.
Thread tolerance: Our threading tools are available in 6HX tolerance, 6GX oversize tolerance and 2BXtolerance.
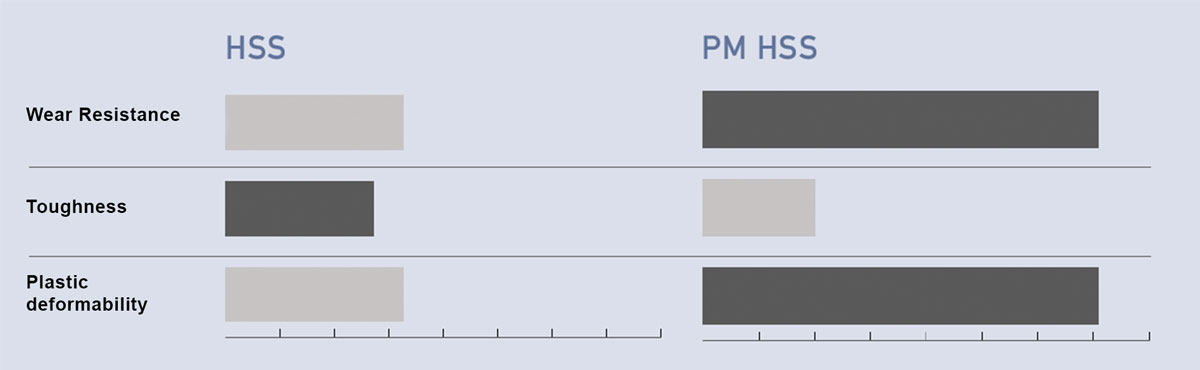
Our PM taps help you sustainably optimize your demanding machining tasks, and our taps made of HSS-E material feature suitable properties in terms of plastic deformability, toughness, and wear resistance.
HSS-PM high-performance taps
The HSS-PM high-performance taps from our Professional Line feature an exceptionally smooth, high-performance coating and outstanding hardness. Due to their innovative geometry, they are suitable for universal application across a wide range of materials and can be utilized in machines with synchronous spindles, tension/compression compensation chucks, in thread-cutting machines and more. They achieve maximum cutting performance and process reliability with best chip evacuation.
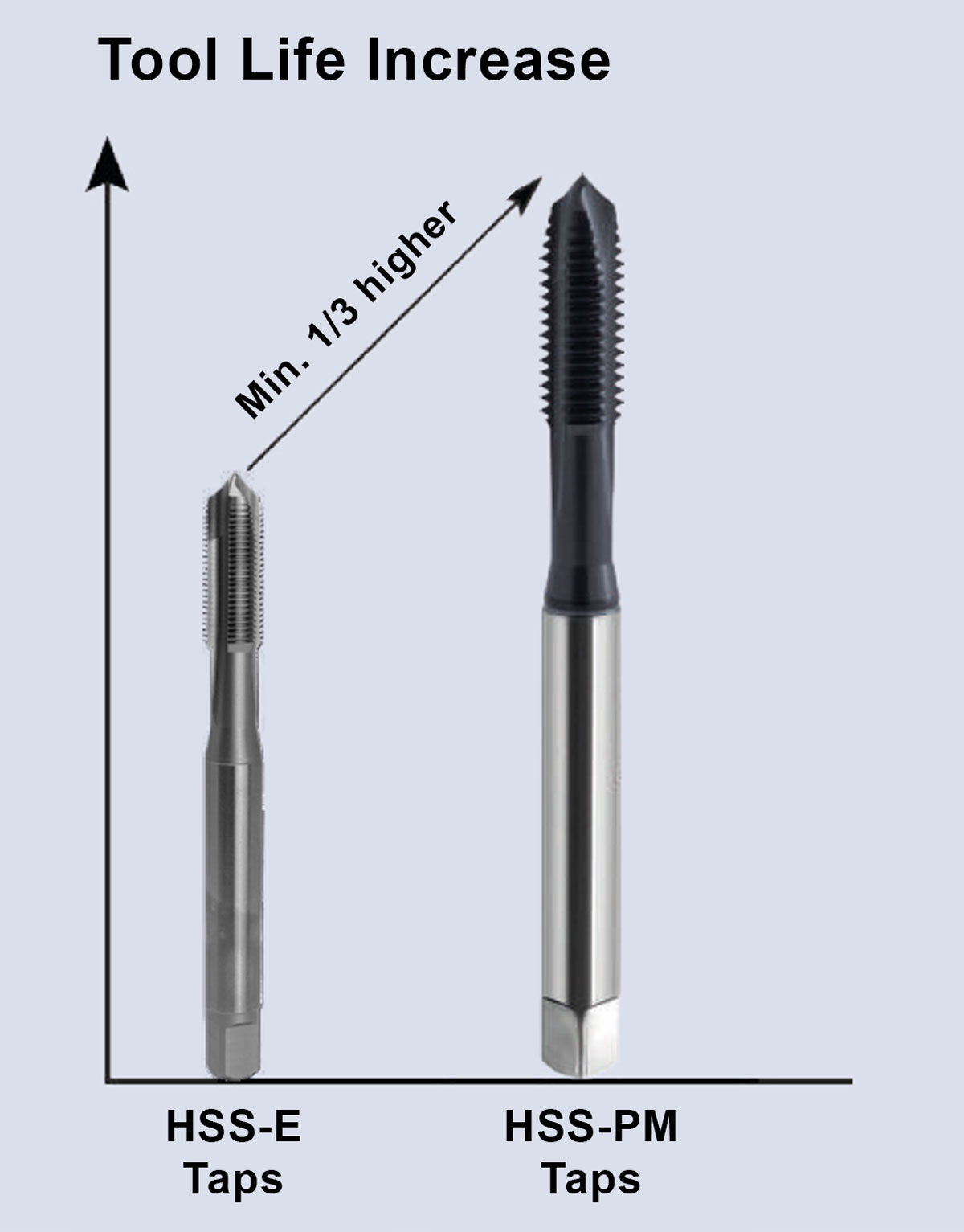
Along with significantly greater process reliability, the taps feature an improved thread profile providing a longer load-bearing capacity of the thread. Depending on the material to be machined, the tool life of HSS-PM taps is also 30% to 70% longer. Furthermore, HSS-PM taps allow for higher cutting speeds and thus save additional time and costs during machining.
Hardlube coating is another feature of our PM taps, which facilitates chip flow along the flutes during tapping and counteracts chip jams.
Our metric regular taps from series 97730 and 97740 are equipped with internal coolant. The internal coolant ensures perfect lubrication and cooling, especially during thread cutting.
HSS-E machine tap
Machine taps are used for thread cutting using a mechanized drive. The first step in thread milling is to prepare a core hole (blind hole or a through-hole) with subsequent tapping of the required thread using a tap.
Threading tools are made of high-speed steel (HSS). High-speed steels are offered with different alloying additions. The alloying element cobalt is of particular importance here. Steels with a cobalt content of 5% or 8 % constitute a separate alloy group. These grades are identified by the short designation HSS-E. HSS-E steels have a higher hardness and are best suitable for applications when a very high hot hardness and tempering resistance are required.
Also, for individual manufacturers or users working with small batch sizes, our range of HSS-E machine taps offers a full selection of machine taps. Our machine taps in metric DIN designs are suited for machining steel, stainless steel and cast materials.
* One critical issue in the day-to-day life of the user is a broken tap. Our solid carbide thread repair drill can help you solve the problem in a smart and efficient way.
Thread turning
A special turning process, thread turning, is used to produce helical or tapered surfaces. Accurate setting of the cutting tip to the center of the turn is essential to threading. Creating a thread should be done in several passes, depending on the size and depth of the thread. For larger threads, the full depth of cut should be divided into several smaller cuts to prevent the tip of the thread profile insert from being overstressed.
When performing internal and external thread turning, the following points must be observed, in particular:
The feed must comply with the thread pitch
Selection of a proper number of threading passes and cutting depths
Chip formation and chip control
Avoiding vibrations
Tool alignment and center height
Chip control and reliable tool life are crucial when selecting the right inserts for thread turning. All-purpose carbide substrate TF PU51 25 achieves the best results when machining the most diverse materials such as steel, stainless steels and cast materials which guarantees high economic efficiency.
Our range includes inserts for threading in all common sizes and pitches.
Related Links
Unsure which products best fit your needs? Do you need more information needed? We gladly provide our expert advice on how to optimize your machining processes or help you develop individual machining strategies! Simply contact us.